|
 |
|||||||||||
|
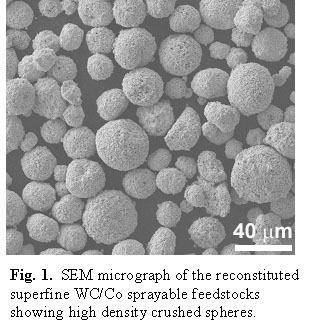
INTRODUCTION. Thermal sprayed WC/Co coatings have been widely applied to machine components. For decades, the engine industry has been developing thermal spray deposition technologies for applying protective coatings to engine parts that experience abrasive, erosive, and corrosive wear. Recently, considerable interests are directed toward the development of thermal spray techniques to deposit dense nanostructured and superfine metal-ceramic composites, e.g., tungsten carbide/cobalt (WC/Co). The extraordinary performance properties of nanocoatings and superfine coatings [1-2] include high hardness and wear properties without concomitant loss of ductility or fracture toughness. For example, thermal spray of nanostructured and superfine WC/Co materials shows many benefits over the conventional coating material. Commercially available superfine and nanostructured WC/Co materials are reprocessed with grain growth inhibitors and alloying additions into the thermal spray feedstocks which are uniquely suited to thermal spray.
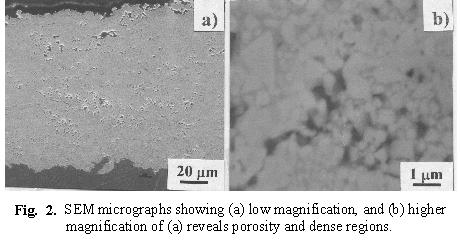
Coating microstructure and hardness. Cross-section SEM examination revealed that all these coatings are very dense. Typical SEM micrographs of the coating cross-sections are showing in Fig. 2. Visual examination of the SEM micrographs revealed less than 3% coating porosity. Particle sizes of the coating are relatively small, range from 100 nm to 400 1mm, with average particle size being ~200 nm. Optical microscopy examination revealed that the as-deposited superfine WC/12Co coatings are very dense, with porosities of less than 1%. The coating density is comparable to conventional micrometer sized WC/Co coatings of similar compositions. Bond strength: The bond strength tests were performed using the ASTM standard pull test (ASTM C633-79). All the samples resulted in glue failure. This glue usually fails at a load of ~ 12,000 psi. Since all of our samples resulted in glue failure, we cannot quantify the exact bond strength of thermal sprayed superfine WC/12Co coatings. Typical thermal-sprayed WC/Co coatings using conventional micrometer sized WC/Co have a bond strength from 9,000 - 10,000 psi.
Fig. 3 compares the wear volumes of various grades of thermal sprayed WC/Co coatings. It reveals that the wear volume of InfralloyTM 7412 superfine WC/12Co coated specimens is the lowest. This means that the wear resistance of this coating is likely to be better than Metco Diamalloy 2004 powder. The reason for the good wear resistance is that this material can prove high cross-section microhardness (close to Metco 2004 coatings, 1,000 VHN). This coating also exhibited high surface hardness (higher than Metco 2004, 1,200 VHN) due to the preferential crystal orientation formation in the coating during thermal spray and high toughness due to their smaller grain size.
HARDNESS AND TOUGHNESS. In conventional materials, materials hardness is always inversely proportional to toughness. That is, increased hardness will result in decreased toughness, and vice versa. As shown in Table 1, Inframat’s InfralloyTM 7412 superfine hardcoating exhibited increased hardness and toughness at low cobalt content level. Table 1. Hardness and toughness values (results obtained from Prof. ONR DUST Report, SUNY, Stony Brook [1])
DEVELOPMENT STATUS. Inframat is currently making large quantities of InfralloyTM thermal spray feedstocks at competitive cost. Orders can be placed through web inquiries or contact us at (860) 432-3155, Ms. Alison Quatro.
REFERENCES
|
||||||||||||||||||||||||||||||||||||||||||||||
Inframat Corporation Tel: 860.553.6154 | Fax: 860.553.6645 | sales@advancedmaterials.us Products | Services | Sponsored Research | SPS Equipment Home | About Us | News | Directions | Contact Us | Site Map | Careers |
|||||||||||||||||||||||||||||||||||||||||||||||